Induction curing coating
Views Send Enquiry

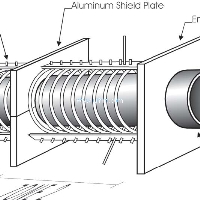
Objective Curing a coating on both sides of an aluminum piston at a rate of 1” (25.4mm) per second
Material 4 aluminum pistons weighing 1lb (.45kg) each, 3.75” (95.25mm) dia and 2.5” (63.5mm) high
Temperature 225 ºF (107.2 ºC)
Frequency 6 kHz
Equipment • Power of 70 kW induction heating system, equipped with a remote workhead containing three 26.8μF capacitors for a total of 80μF
• An induction heating coil designed and developed specifically for this application.
Process A three turn channel coil 19” (48.26cm) long is used to anneal 4 pistons running though the coil with a distance of 6” (15.24cm) between centers. The parts run at a rate of 1” (25.4mm) per second and the 4 parts reach 225 ºF (107.2 ºC)
and are annealed in 40 seconds.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Ideal for in-line production processes because of its ability to produce repeatable, rapid and accurate heating cycles
• Improved thoughput

curing-coating
Related Content

induction coating by air cooled clamp induction coil

ultra-high frequency(UHF) induction vacuum coating for solar collector tube
Induction Curing Adhesive for Steel Motor Shaft

High frequency induction evaporation coating and painting Silica-plated

Induction Curing epoxy

Induction Curing adhesive

Induction Curing Ceramic Fiber

Induction Curing Measuring Tape Paint
Hot

induction heating bolts from turbine
induction debonding from steel rod
induction debonding rubber
Releasing Fixture by Induction Heating
Remove plastic coating from steel tubes by Induction Heating
Induction Heating catheter tipping die
Induction Molding for teflon catheter tip
induction melting for crystal growth
Newest Comment
No Comment
Post Comment