-
Keywords"Induction",total
2890 records
-
Induction brazing eyeglass frame assembly

Objective Produce repeatable braze joints for the assembly of eyeglass frames. Induction heating is to be used to achieve quality braze joints on the nose bridge, brow bridge and nose piece. Brazing is to be done at 1300F with approximately 3-5 seconds al…
-
Induction brazing copper tube
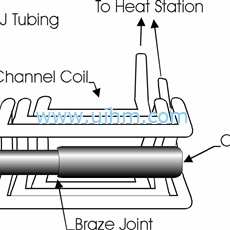
Objective To braze a copper tube ( 3/8″ OD by 2-4″ long) into a 3/8″ fitting in less than 10 seconds. Heating must take place in a channel type coil to allow for easy loading of parts. Material Copper Tubing and Fitting with Braze and Stay Silv White…
-
Induction brazing carbide tips on drill bits
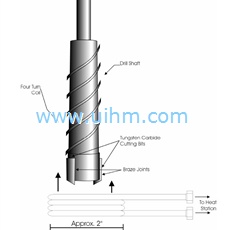
Objective To braze carbide cutting tips to drill bits ranging in size from 0.5″ to 1.5″ in diameter. The brazing takes place at 1900F and is presently done in 11 seconds for the 0.5″ diameter bit and 39 seconds for the 1.5″ diameter bit. Customer goals…
-
Induction brazing steel tube with copper ring
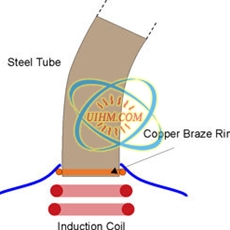
Objective To heat an oil suction assembly (steel tubing and filter cap) to 1,850F (1010C) within 15 seconds for a brazing application. Material 0.125” (3.2mm) diameter steel tube and filter cap assembly, high temperature brazing flux, copper ring. Tempe…
-
Induction brazing turbine blades

Objective To heat an inconel turbine blade in a vacuum to 2000F and hold temperature for five minutes for a nickel brazing application. Material Inconel turbine blades, nickel metering plates, nickel braze Temperature 2050F Frequency 20 kHz Equipment A…
-
Induction brazing steel fitting

Objective To heat a steel hydraulic hose fitting in an inert atmosphere to 2200F within 7 seconds for brazing without any carbon buildup. Material Three-opening steel hydraulic fitting, pure copper braze paste Temperature 2200F Frequency 273 kHz Equipm…
-
Induction brazing steel conduit

Objective To heat a stainless steel conduit, ferrule and elbow assembly to 1400F (760C) within 20 seconds for brazing. Material 6”(152.4mm)long x 0.5”(12.7mm) diameter stainless steel conduit, 0.5”(12.7mm) long x 0.5”(12.7mm) diameter ferrule, 2”(50.…
-
Induction annealing steel tubes

Objective To heat steel tubes to 2000 F (1093 C) in an inert atmosphere Material 0.1” (2.54mm) diameter stainless steel tube Temperature 2000 F Frequency 333 kHz Equipment • 10 kW induction heating system, equipped with a remote workhead containing…
-
Induction annealing motor shaft

Objective Annealing the end of a steel hydraulic motor shaft prior to machining Material .75” (19mm) diameter steel rod, 6” (152.4mm) long with a keyway at the end Temperature 1350 F (732 C) Frequency 359 kHz Equipment • UM-06A-UHF induction heating…
-
Induction annealing aluminum tubing

Objective Annealing aluminum fuel tank fill neck to 650 F (343 C) Material Aluminum fill neck 2.5” (63.5mm) diameter, 14” (35.5cm) long Temperature 650 F (343 C) Frequency 85 kHz Equipment • 40kW induction heating system, equipped with a remote work…




